Mis on OEE (overall equipment effectiveness)?
OEE (overall equipment effectiveness, eesti k seadmete üldine efektiivsus) on termin, mille mõtles välja JIPM (Japan Institute of Plant Management) õppejõud ja ekspert Seiichi Nakajima.
Esmakordselt leidis termin oma tee massidesse 1986. aastal, kui Nakaijma kirjutas raamatu TPM-ist (total prodactive maintenance eesti k seadmete tulemuslik hooldus), kus tulemuslikkuse keskse näitajana käsitleti ka OEE mõistet ja loogikat.
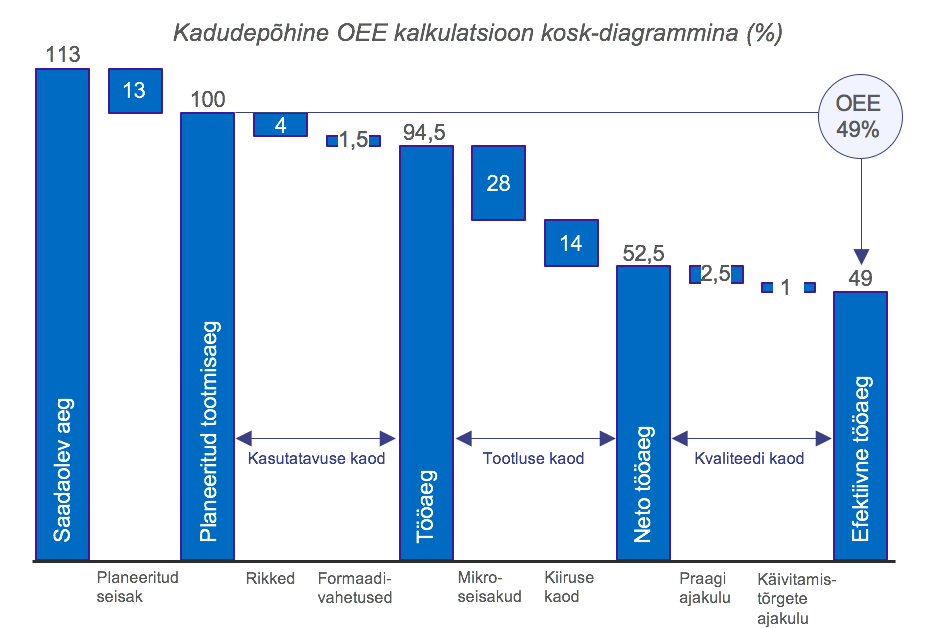
Lühidalt sõnastades on see viis, kuidas mõõta, võrrelda ja arendada tootmisprotsessi. Mõõdikuna koosneb ta kolmest elemendist ja nende omavahelisest korrutisest:

Kõik kolm näitajat aitavad hinnata tehase tootlikkust ja tõhusust ning võimaldavad kategoriseerida peamisi produktiivsuskadusid tootmis-protsessis. Lihtsamalt öeldes annab see meile numbrilise väärtuse tootmisprotsessi arengupotentsiaalist.
Vaatleme eeltoodud kolme näitajat pisut detailsemalt.
1. Kasutatavus (Availability)
Kasutatavus on protsent, mis näitab suhet kahe aja vahel: 1. planeeritud tootmisaeg; 2. tööaeg, kus planeeritud tootmisajast on lahutatud seisakud (rikked ja seadistused/formaadivahetused).

2. Tootlus (Performance)
Tootlus näitab suhtet liini (masina) tegeliku toodangu hulga ja teoreetilise toodangu hulga vahel teatud aja jooksul.
3. Kvaliteet (Quality)
Kvaliteet näitab suhet kvaliteetselt toodetud mahu ja kogutoodangu mahu vahel.
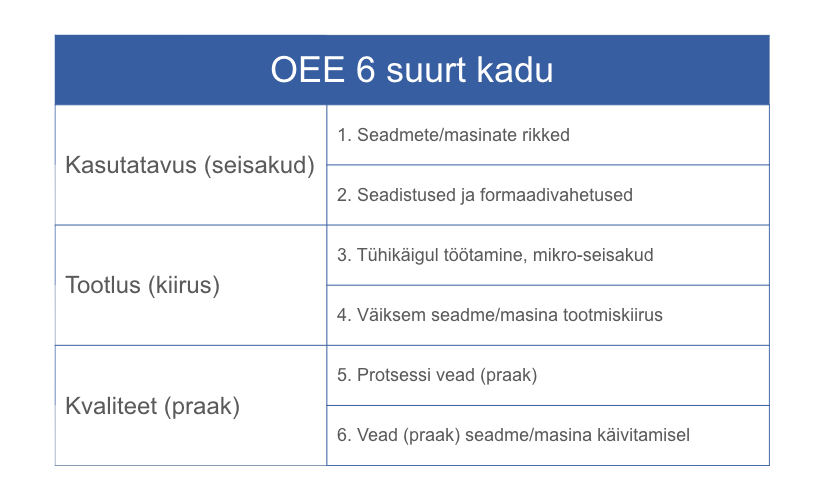
Eeltoodud kolm näitajat koosnevad omakorda igaüks kahest kao-komponendist, mida lõpptulemi arvutamisel arvesse võetakse ning seejärel seadmete üldist efektiivsust meile näitavad. Need on tuntud ka kui OEE kuus suurt kadu (The Six Big Losses of OEE).
Erinevad tööstussektori uuringud näitavad, et keskmiselt on tehaste OEE 60% ringis. Samal ajal maailma maailmaklassiks loetakse 85%. Isegi kui kõik kolm elementi (kasutatavus, tootlus ja kvaliteet) oleks 90% tulemusega, oleks OEE kõigest 72%.
Kokkuvõtteks. OEE-d peaks alati mõõtma tootmisliinil pudelikaela-protsessi (masina) järgi. Ei ole vahet, kas sa täidad purke, pakid kaste, stantsid metalli, komplekteerid sõiduautosid, alati on üks kindel etapp või masin tootmisliinil, mis reguleerib kogu läbilaskevõimet.
Kui pudelikael peale arendustegevusi nihkub mujale, siis kiida Kaizen arendustiimi ja alusta mõõtmist uuest pudelikaelast. Pea siiski meeles, et Leani üks olulisi eesmärke on saada tootmisliin võimalikult balanssi.
Tootmisliini korral, kus kõik etapid (masinad) on ajaliselt balansseeritud, tuleks OEE-d mõõta primaarse protsessi järgi (joogitööstuses on selleks näiteks filler, mis täidab pudeleid vedelikuga).
Tagasi terminite nimekirja