Ohjekaart ehk protsessi statistiline kontroll (SPC)
Ohjekaart ehk protsessi statistiline kontroll (SPC – statistical process control) on üks peamisi tööriistu kvaliteedikontrolli teostamisel. See on statistiline protseduur, et näha, kas mõni osa protsessist ei tööta korralikult ja võib põhjustada kehva kvaliteeti.
Lean-ettevõttes kasutatakse neid SPC-diagramme reeglina kolmel peamisel eesmärgil.
1. Võtmemõõdikute jooksvaks kontrollimiseks. Sealjuures, mitte ainult väljunditel (KPI-del) silma peal hoidmiseks, vaid iseäranis kasulikud on need just sisendite ehk tegevusmõõdikute ohjeks. Sedasi on tagatud väljundi üle palju parem kontroll.
2. Eksperimentide läbiviimiseks, et otsustada, milline lahendus toimib protsessi parendamiseks kõige paremini (näiteks PDCA check-faasis). Neid kasutatakse, sest on oma olemuselt lihtsalt mõistetavad ja pakuvad head visuaalset tagasisidet. Eksperimentide kontrollimiseks tasuks siiski kasutada ka statistilisi teste (T-test, Hii-ruut test jne).
3. Protsesside pidevaks kontrollimiseks või nende võimekuse hindamiseks. Näiteks jälgida mingite konkreetsete tegurite sooritust (temperatuur, vigade arv, suurus jne), kui paralleelselt on toimumas protsessis suuremad ümberkorraldused, et kindlustada nende elementide samaväärsus nii muudatuse ajal kui ka selle järel.
Tavahälve ja eriline hälve
Ükski protsess ei tooda detailideni identset teenust või toodet. Iga protsess hõlmab endas teatud hulga variatiivsust, mis teeb sellest teatud mõttes vältimatu elemendi näiteks erinevate üksuste, päevade, vahetuste jm vahel. Üldjuhul on protsessi variatiivsusel kaks allikat.
Esimene neist on protsessi enda loomulik varieeruvus, mis sõltub peaasjalikult ümbritsevast keskkonnast ja on alati olemas: seadmed, masinad, operaator, mõõtmissüsteem jne.
Teine variatsiooni allikas on unikaalne, eriline põhjus, mis on tuvastatav ja mida on võimalik likvideerida. Erilised juhtumid ei ole juhuslikud ja tähelepanuta jättes võivad põhjustada halba kvaliteeti, näiteks kalibreerimata seadmed, defektne toormaterjal, muudatused varuosades või materjalides, rikkis seadmed, operaatori väsimus või kehvad töömeetodid, puudulik treening jms.

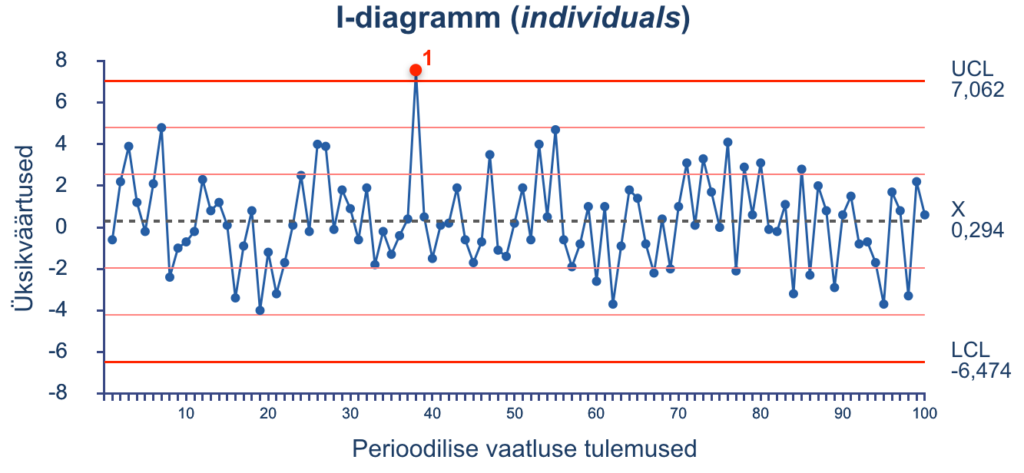
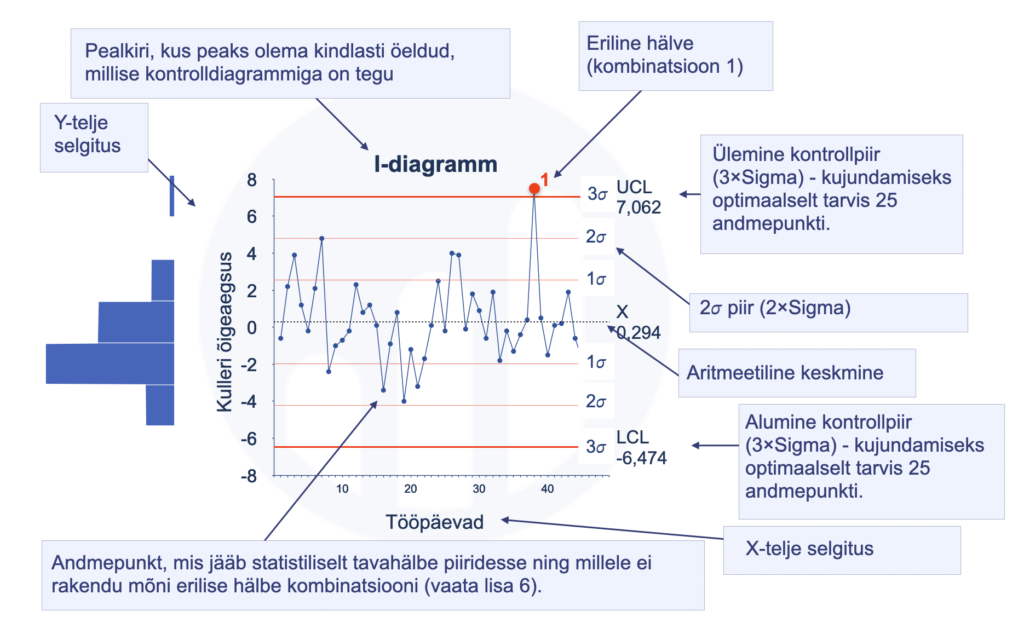
Protsessi kontrollituse hindamiseks vajatakse perioodilisi andmeid, mida diagrammile kandes on võimalik näha, kas need jäävad statistiliste piirjoonte sisse. Andmed võivad seejuures olla nii üksikväärtused kui ka grupivalimid. Kui ohjekaardile kantav andmepunkt on piirjoontest väljas, siis tähendab see ühtlasi protsessi kontrolli alt väljumist ning edasi on vaja hakata leidma põhjust, et seda korrigeerida. Andmepunkti jäädas piirjoonte vahele ei ole sekkumine vajalik ning protsess võib jätkuda vanasoodu.
Kusjuures positiivse erilise hälbe eemaldamine võib tähendada hoopis leitud juurpõhjuse sisseviimist protsessi- ja protseduurijuhenditesse (näiteks standardiseeritud töö kaardile).
Näiteks kui avastatakse, et mingi toormaterjal toimib paremini, siis see erilise hälbe tekitanud põhjus saab peale spetsifikatsioonide uuendamist kohe tavaprotsessi osaks ning edaspidi tuleb vaid kindlustada, et uut materjali kogu aeg kasutataks.
Kuigi ohjekaardid näevad välja üsna kirjud, siis tegelikult on neid üpriski lihtne teha. Eriti veel spetsiaalsete programmide või Excelis koostatud põhjadel. Siiski tuleb arvestada, et SPC-diagramme (ohjekaarte) on mitut liiki (vaata tabelit järgmisel lehel) ning õige tüübi valimisest sõltub paljuski see, kui täpselt suudavad need erilisi hälbeid tuvastada.
Eriliste hälvete kombinatsioonid
Protsessi statistilise kontrolli diagrammide võlu peitub selles, et võimaldavad visuaalselt erilisi hälbeid tuvastada. Selleks on statistikud ja maailmakuulsad kvaliteedigurud (Walter A. Shewhart ja W. Edwards Deming) välja töötanud kaheksa erilise hälbe kombinatsiooni.

Kuigi kombinatsioone on kaheksa, siis päris igale diagrammitüübile need kõik ei sobi ning tuleks lähtuda diagrammi tüübist.
Ohjekaartide tüübid
Diagrammi tüübi valikul tuleb omakorda lähtuda saadud andmete jaotuse (distributsiooni) tüübist, mitte niivõrd nende tunnuse järgi (diskreetsed või pidevad), kuigi sageli lähtutakse just viimasest.
I-MR (individuals-moving range) diagramme kasutatakse, kui andmepunktid järgivad normaaljaotust.
C-U (count-unequal) diagramme kasutatakse, kui andmepunktid järgivad Poisson’i jaotust.
p-NP (proportion- n=sample size) diagramme kasutatakse, kui andmepunktid järgivad binoomjaotust.
Kuidas jaotuse ja andmete iseloomu järgi ohjekaardi tüüpi valida ning milliseid võimalusi veel neist suurepärastest diagrammidest kasulikku infot on ammutada, räägitakse detailsemalt juba kvaliteediprobleemide eemaldamise süsteemide koolituspäeval. Uuri järgmist toimuvat koolituskalendrist.
Tagasi terminite nimekirja